Le problème
Deux heures par jour. C'est ce qu'une PME de production en province de Liège dépensait à faire passer chaque pièce en sortie de ligne entre les mains d'un opérateur, jauge télescopique en main, pour vérifier cote par cote.
Le problème : ce n'est pas fiable. La fatigue, l'inattention, la pression du planning — des pièces non conformes passaient. Pas souvent, mais assez pour générer des retours client coûteux et des reprises en atelier.
Et pendant ce temps, l'opérateur ne faisait rien d'autre.
Ce qui a été conçu
Châssis — Fusion 360
Le banc devait s'adapter aux dimensions spécifiques des pièces produites et s'intégrer en bout de ligne sans reconfigurer l'espace de travail. J'ai modélisé le châssis complet dans Fusion 360 : structure en profilés aluminium 40×40, supports de capteurs positionnés et réglables, butées mécaniques pour garantir le positionnement répétable de la pièce à tester.
La mise en plan a été produite directement depuis Fusion 360 pour la découpe et l'assemblage sur place.
Instrumentation
Trois mesures critiques ont été identifiées avec le client : une cote de longueur (capteur de déplacement à contact), la présence d'un perçage (capteur optique réflexif), et une vérification de planéité (deux jauges différentielles).
Les capteurs choisis sont des composants industriels standards — câblage M12, alimentation 24V — pour garantir la durabilité en environnement d'atelier : poussière, vibrations, huile de coupe.
Logique de test — ESP32
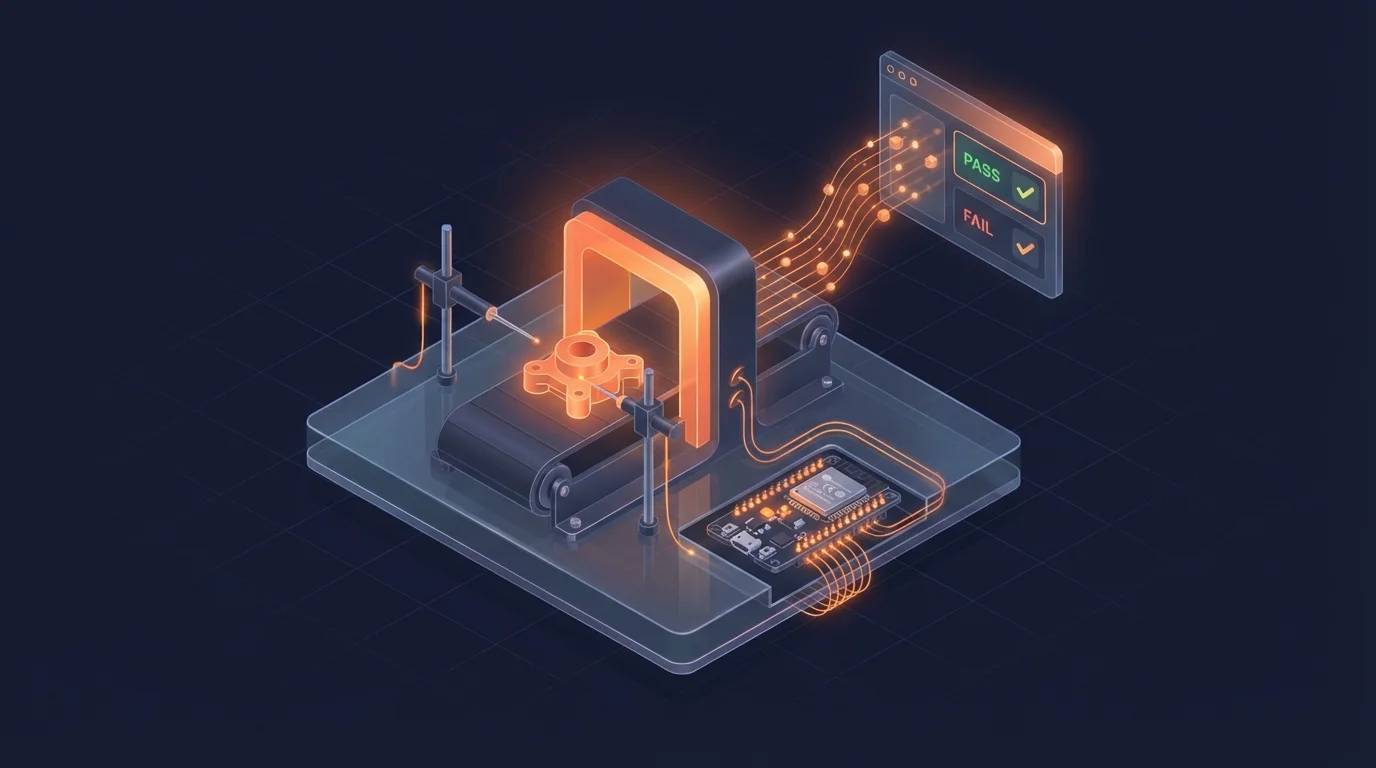
Le cerveau du banc est un microcontrôleur ESP32. Il lit les capteurs, applique les seuils de conformité définis lors de la mise au point, et pilote une signalisation lumineuse tricolore (vert/orange/rouge) visible depuis le poste de travail.
En cas de pièce non conforme, le banc émet un signal sonore et bloque le convoyeur de sortie via un relais — la pièce ne peut pas avancer sans intervention de l'opérateur.
L'ESP32 pousse chaque résultat de test vers un webhook via le Wi-Fi de l'atelier.
Remontée des données — n8n
Un workflow n8n reçoit les données de chaque test : référence de la pièce, horodatage, résultat (conforme/non-conforme), valeur mesurée sur chaque capteur.
Ces données alimentent en temps réel un tableau Notion : taux de conformité en cours de journée, nombre de pièces testées, historique des non-conformités avec leurs cotes exactes.
Un rapport journalier PDF est généré automatiquement à 17h et envoyé au responsable de production.
Résultats
- Temps de contrôle par pièce : passé de 45 secondes (manuel) à 6 secondes (automatisé)
- Taux de détection : 100% des pièces hors tolérances arrêtées en ligne
- Pièces défectueuses livrées : 0 depuis la mise en service (contre 2 à 4 par mois avant)
- Temps opérateur récupéré : 2h/jour, réaffectées sur des tâches à valeur ajoutée
- Coût du banc (matériel + fabrication) : moins de 1 200€
Stack technique
- Fusion 360 : modélisation châssis, mises en plan pour fabrication
- ESP32 : acquisition capteurs, logique de test, Wi-Fi, pilotage relais
- Capteurs industriels : déplacement à contact NPN, optique réflexif, jauges différentielles 24V
- n8n : réception webhook, alimentation Notion, génération rapport PDF
- Notion : dashboard temps réel, historique non-conformités
Ce qu'on retient
Ce banc n'a rien d'exceptionnel techniquement. Pas d'intelligence artificielle, pas de vision par ordinateur, pas de système complexe. Des capteurs bien choisis, un microcontrôleur bien câblé, et une logique de test claire.
Ce qui change, c'est que le contrôle qualité est maintenant systématique — pas "quand l'opérateur a le temps" ou "quand il pense à vérifier ce point précis".
Budget PME, résultat industriel.
Vous perdez du temps sur des contrôles manuels en fin de ligne, ou vous avez eu des retours client pour des pièces hors cote ? On peut concevoir ce banc en quelques semaines. Écrivez à contact@craftflow.be.